






一 贯穿生产工艺的新一代解决方案
益生菌发展历史:从益生菌的基础研究到产业化应用,再从益生菌与预防医学。
1857年,法国微生物学家巴斯德首次发现乳酸菌;1908年,俄国科学家梅契尼科夫正式提出了“酸奶长寿”理论;1930年,医学博士代田稔博士在日本帝国大学医学部的微生物学研究室首次成功地分离出来自人体肠道的乳酸杆菌,并经过强化培养,使它能活着到达肠内;1962年首次报道乳酸菌的抗肿瘤;2001年,FAO/WHO定义益生菌;2008年,国际益生菌协会制定益生菌产品标签标准。2017年,菌株资源丰富、研发实力雄厚、生产设备先进的向日葵生物成立。

益生菌工艺流程
1 发酵底物的准备
称取原料与自来水混合均匀后,经超高温灭菌处理后去除杂菌。公司所用的培养基主要以牛奶粉和酵母提取物为主,以优化发酵培养基。
2 接种和发酵
培养基接种后孵育,然后转移到预发酵罐中,并在厌氧条件下发酵。

3 浓缩和真空冷冻干燥
分离益生菌菌体,并通过离心方法浓缩。获得的菌丝体与抗冻剂混合后,液氮中冷冻后成小球,再真空冷冻干燥(冻干),直至较低的水分活度,以确保菌体的稳定性。
4 标准化
利用经认可的电子工作表,来计算产品所需的浓缩菌体量,以浓缩菌体的活菌数为基础,当浓缩菌体的重量比例确定后,就可以计算所需要的辅料的量。
5 磨细与混匀
浓缩冻干菌体磨细后过筛,加入一定量的辅料以获得标准化的益生菌冻干菌粉,并赋予冻干菌粉所需要的加工特性。

6 益生菌原料成品
标准化的菌粉用铝箔包装,1公斤一袋。在加工前先放置,室温控制在25°C以下,相对湿度控制在30%以下。
二 向日葵益生菌新技术
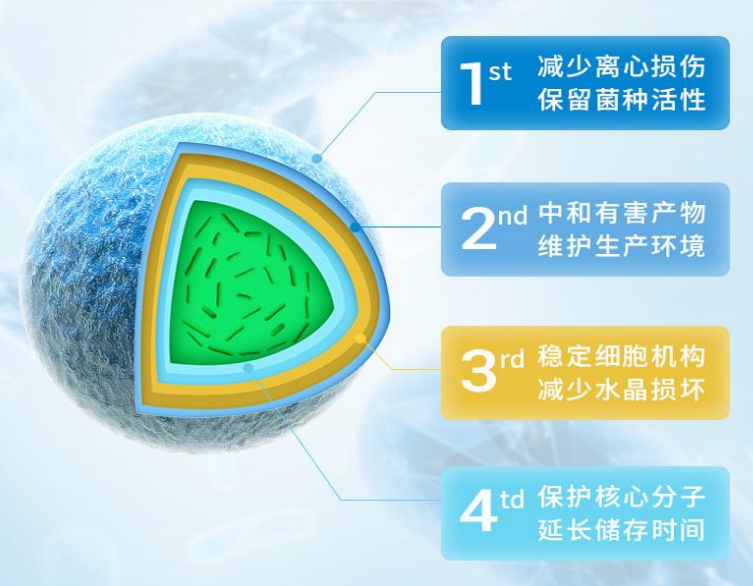
1 益生菌冻干保护技术及长期存储技术
益生菌冻干保护技术是一种常用的益生菌保存方法。益生菌这种干燥热敏性制品和需要保持生物活性的物质,冷冻干燥技术对生物组织和细胞结构特征的损伤较小,将益生菌中的自由水分降到最低,使其只能维持最基本的生命活动甚至是休眠的状态,有效保护了益生菌这类许多热敏性制品有效成份的稳定性。

益生菌冻干粉具有速溶、菌体活力高等特点,而其它方法加工的粉末一般是喷雾干燥或流化床干燥的,菌体容易失活。
当微生物处于低温、隔绝空气和干燥的条件下时,其生命活动处于休眠状态,因此可以在保持微生物活性的状态下长期保存。
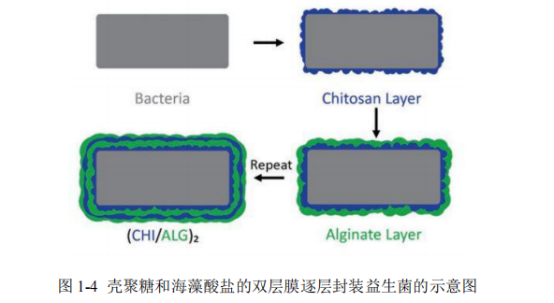
2 益生菌两次多层包埋技术
益生菌在进入肠道前要经历消化酶、胃酸、胆汁等多层考验。尤其是胃酸,很有可能杀死益生菌。向日葵益生菌通过2次多层的包埋技术能够保护益生菌免受体内不利因素的影响,更好的进入到肠道内。可有效提高益生菌的存活率,在进入肠道后,包埋层还可以释放出营养物质,提高益生菌在肠道当中的活性及定植率,可保证益生菌在进入肠道后存活率高达99.8%。
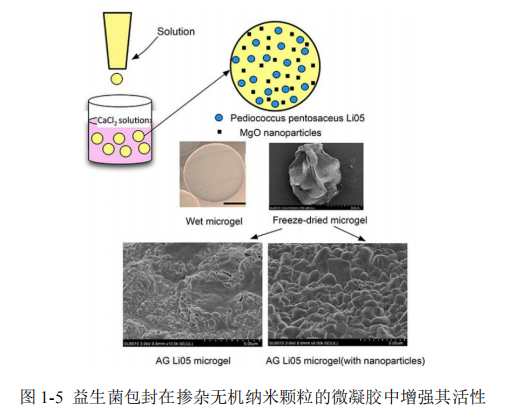
3 益生菌微囊菌株技术-耐胃酸和益生菌肠溶衣技术-耐胆盐
绝大多数微生态活菌制剂存在以下2个亟待解决的问题:①益生菌制剂经口服后,活性菌因不耐胃酸、胆汁酸、消化酶及抗生素等的作用而极易失活;②益生菌易受外界环境因素(主要是氧气、温度)的影响,尤其是一些厌氧的益生菌,要求低温下保存,因而影响了该类产品的生产和应用。将微囊菌株技术和肠溶衣技术应用于微生态制剂,利用天然的或合成的高分子材料将益生菌包封于具有抗渗性和肠溶性的环境中,制成乳酸菌胶囊。喷包的肠溶衣起到了肠溶和隔绝空气的作用,使活菌微囊在贮存过程中免受外界环境因素的影响,在口服过程中免受胃酸的影响,微囊技术的应用使益生菌又增加了一道保护屏障,使之更加稳定。
4 肠道定点释放技术
不仅保证了益生菌在胃酸环境中的生存能力,还将其靶向运输至中性环境的小肠部位,实现定点释放。这技术为开发兼具保护性和响应性的肠道靶向给药系统提供了新的思路。
三 多方向优势加持,益生菌技术发展迈上新台阶
高标准:全程标准规范的生产和质量控制体系,十万级洁净车间(GMP标准)严苛的温湿度和环境控制;
高活力:对益生菌做功能性菌株筛选和功效验证,最大限度保证细胞活性。高定植:两次八层包埋技术,保证益生菌安全通过胃酸和胆盐到达肠道定植,在肠道存活率高达98%以上。
高稳定性:通过冻干保护工艺技术,降低菌粉含水率和水分活度,储存期稳定性更好。
高活菌数:采用微生物富集发酵技术,菌粉活菌数最高可达1022(万亿/克)
依托专利配方,开启益生菌行业新纪元。2022年向日葵生物在完善益生菌固体制剂版图的同时引入先进的技术和研发理念,引进高效智能生产设备,将工艺技术和生产深度融合,不断优化产品结构,根据行业领先与行业追随相结合的原则合理定位公司的产品,向日葵生物对未来的市场进行了多元化的布局,联合国内外的科研机构及企业对产品进行迭代及创新,陆续将上市更多的产品,实现向日葵生物产品在消费市场的全面普及。
深耕大健康产业,整合多方资源,向日葵生物将携手专业的科研团队,引进国际前沿的科研技术,推动中国健康产业的进步与发展。